วิธีใช้ระบบจ่ายน้ำหล่อเย็นและน้ำหล่อเย็นสำหรับการกลึง
การคายเศษ การหล่อเย็น และการหล่อลื่นระหว่างเครื่องมือกับวัสดุชิ้นงาน เป็นหน้าที่หลักของน้ำหล่อเย็น หากมีการใช้งานอย่างถูกต้อง จะช่วยเพิ่มผลผลิตได้สูงสุด ทำให้กระบวนการทำงานมีความปลอดภัยมากขึ้น เพิ่มประสิทธิภาพการทำงานให้กับเครื่องมือ รวมถึงได้ชิ้นงานที่มีคุณภาพดียิ่งขึ้น
ในบางกรณี การตัดเฉือนโดยไม่ใช้ระบบจ่ายน้ำหล่อเย็น(การตัดเฉือนแบบแห้ง) ถือว่ามีข้อดีในแง่ของต้นทุนและสิ่งแวดล้อมฒ
อย่างไรก็ตามการทำงานหลายรูปแบบก็จำเป็นต้องใช้น้ำหล่อเย็นเพื่อให้ได้พิกัดความเผื่อ ผิวงาน และความสามารถในการขึ้นรูปตามที่ต้องการ เมื่อน้ำหล่อเย็นเป็นสิ่งจำเป็น จึงควรมีการปรับเพื่อให้สามารถทำงานได้อย่างเต็มประสิทธิภาพ
ข้อมูลด้านต่างๆ เกี่ยวกับระบบจ่ายน้ำหล่อเย็นซึ่งมีความสำคัญต่อกระบวนการตัดมีดังนี้
- สื่อนำน้ำหล่อเย็น
- ช่องจ่ายน้ำหล่อเย็น
- แรงดันน้ำหล่อเย็น

สื่อนำน้ำหล่อเย็น สื่อนำน้ำหล่อเย็นที่ใช้ขณะกลึงมีหลายชนิด ได้แก่
- อีมัลชั่น ซึ่งได้จากน้ำผสมน้ำมัน (มีน้ำมัน 5-10% ในน้ำ) เป็นสื่อนำน้ำหล่อเย็นที่พบได้บ่อยที่สุด
- น้ำมัน ในเครื่องจักรบางรุ่นใช้น้ำมันแทนอีมัลชั่น
- ลมอัด ใช้สำหรับการคายเศษ แต่ระบายความร้อนได้ไม่ดีนัก
- MQL (การหล่อลื่นแบบจำกัดปริมาณสารหล่อลื่น)
- ลมอัดที่จำกัดปริมาณน้ำมันในการหล่อลื่นระบบจ่ายน้ำหล่อเย็นไครโอเจนิก ก๊าซเหลวที่ใช้เป็นน้ำหล่อเย็นเพื่อให้ระบายความร้อนได้สูงสุด
โดยสามารถใช้อีมัลชั่น น้ำมัน และลมผ่านทางช่องจ่ายน้ำหล่อเย็นในเครื่องมือกลึง โดยทั่วไปเมื่อพูดถึงระบบจ่ายน้ำหล่อเย็น จะหมายถึงการระบายความร้อนโดยใช้อีมัลชั่นหรือน้ำมัน MQL และระบบจ่ายน้ำหล่อเย็นไครโอเจนิกจำเป็นต้องใช้อุปกรณ์พิเศษ
ช่องจ่ายน้ำหล่อเย็น
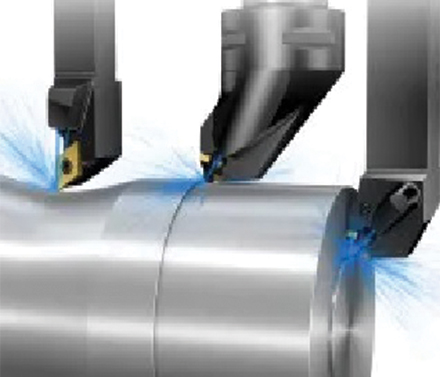
เครื่องกลึง สมัยใหม่ส่วนใหญ่จะติดตั้งระบบจ่ายน้ำหล่อเย็นภายในผ่านเครื่องมือ ซึ่งโดยมากจะมีระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงด้านบนและด้านล่าง ช่องจ่ายในเครื่องมือมีประโยชน์ต่อการตัดเฉือนต่างกันตามแต่ละประเภทดังนี้
- ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง หรือระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงด้านบน โดยหัวฉีด (หรืออุปกรณ์ที่มีลักษณะคล้ายกัน) จะควบคุมกระแสน้ำหล่อเย็นโดยตรงไปยังบริเวณการตัดที่ด้านมุมคาย ช่วยลดอุณหภูมิและควบคุมเศษได้ดีขึ้น สามารถใช้กับแรงดันสูงเพื่อให้การหักเศษดีขึ้น
- ระบบจ่ายน้ำหล่อเย็นด้านล่าง จะจ่ายกระแสน้ำหล่อเย็นที่ด้านขอบข้าง ซึ่งสามารถระบายความร้อนออกจากเม็ดมีดได้อย่างมีประสิทธิภาพ จึงช่วยยืดอายุการใช้งานเครื่องมือ
- ช่องจ่ายน้ำหล่อเย็นแบบทั่วไป ตัวอย่างเช่น หัวฉีดแบบปรับได้ที่โดยทั่วไปจะมีเส้นผ่านศูนย์กลางช่องจ่ายใหญ่กว่าหัวฉีดระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง และน้ำหล่อเย็นไหลล้นบนเม็ดมีดและชิ้นงานในระหว่างการตัดเฉือน (เรียกอีกอย่างว่าระบบจ่ายน้ำหล่อเย็นแบบท่วมชิ้นงาน) เครื่องมือดังกล่าวไม่จำเป็นต้องใช้ร่วมกับระบบแรงดันสูง
ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง
เครื่องมือกลึงสมัยใหม่มีหัวฉีดที่สามารถจ่ายน้ำหล่อเย็นไปยังบริเวณการตัดที่ด้านมุมคายได้อย่างแม่นยำ ซึ่งสามารถควบคุมการหักเศษและตัดเฉือนได้อย่างปลอดภัย เพื่อให้เครื่องจักรทำงานได้อย่างเหมาะสม รวมถึงช่วยเพิ่มอายุการใช้งานของเครื่องมือและปรับปรุงลักษณะของเศษที่เกิดขึ้น เราสามารถปรับการจ่ายและความเร็วของน้ำหล่อเย็นได้อย่างละเอียดโดยปรับขนาดเส้นผ่านศูนย์กลางของหัวฉีด
ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงให้ประสิทธิภาพที่เห็นผลได้ชัดเจนแม้ใช้น้ำหล่อเย็นแรงดันต่ำ และเมื่อยิ่งเพิ่มแรงดันให้สูงขึ้น จะยิ่งช่วยให้สามารถทำงานกับวัสดุตัดเฉือนยากได้อย่างมีประสิทธิภาพมากขึ้น

ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงช่วยให้การควบคุมเศษมีประสิทธิภาพดีขึ้น เครื่องมือมีอายุการใช้งานยาวนานขึ้น กระบวนการทำงานมีความปลอดภัยมากขึ้น และมีประสิทธิภาพการผลิตสูงขึ้น

หากไม่ใช้ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง อาจทำให้เกิดปัญหาเศษติดค้าง ส่งผลให้เครื่องจักรหยุดทำงานและต้องเข้ารับบริการซ่อมบำรุง เครื่องมือสึกหรอมากขึ้น รวมถึงให้ผิวสำเร็จด้อยคุณภาพ
ระบบจ่ายน้ำหล่อเย็นด้านล่าง
ระบบเครื่องมือกลึงที่ทันสมัยที่สุดจะมีการติดตั้งระบบจ่ายน้ำหล่อเย็นด้านล่างด้วย น้ำหล่อเย็นด้านล่างจะช่วยควบคุมความร้อนในบริเวณการตัด ซึ่งช่วยให้มีอายุการใช้งานของเครื่องมือที่ดีขึ้นและให้การตัดเฉือนที่คาดการณ์ได้
ระบบจ่ายน้ำหล่อเย็นด้านล่างให้ประสิทธิภาพที่เห็นผลได้ชัดเจนแม้ใช้น้ำหล่อเย็นแรงดันต่ำ และเมื่อยิ่งเพิ่มแรงดันให้สูงขึ้น จะยิ่งช่วยให้เครื่องมือมีอายุการใช้งานยาวนานขึ้น รวมถึงสามารถเพิ่มความเร็วตัดหรืออัตราป้อนให้สูงขึ้นเพื่อให้ได้ชิ้นงานคุณภาพดียิ่งขึ้นได้

ควรใช้การจ่ายน้ำหล่อเย็นจากด้านบนหรือด้านล่าง หรือทั้งสองอย่าง
หากใช้เครื่องมือที่มีระบบจ่ายน้ำหล่อเย็นด้านบน (ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง) และด้านล่าง การปิดระบบจ่ายน้ำหล่อเย็นด้านบนอาจเป็นประโยชน์สำหรับการทำงานบางรูปแบบ ทั้งนี้ขึ้นอยู่กับวัสดุของชิ้นงาน เกรด และค่าการตัดที่ใช้ในการตัดเฉือน
สำหรับเกรดเคลือบผิวบาง เช่น เกรด PVD ที่เป็นตัวเลือกแรกสำหรับวัสดุในกลุ่ม ISO S สามารถใช้ระบบจ่ายน้ำหล่อเย็นทั้งด้านบนและด้านล่าง เพื่อปกป้องเม็ดมีดจากความร้อนและการเสียรูปถาวร
เกรดเคลือบผิวหนา เช่น เกรด CVD ที่เป็นตัวเลือกแรกสำหรับวัสดุในกลุ่ม ISO P และ ISO K สามารถป้องกันความร้อนในการเคลือบผิวได้ดี เกรดดังกล่าวอาจใช้ในการกลึงหยาบจนถึงการกลึงระดับปานกลาง เพื่อให้เครื่องมือมีอายุการใช้งานยาวนานเมื่อใช้เฉพาะระบบจ่ายน้ำหล่อเย็นด้านล่าง ดูไดอะแกรมสีน้ำเงินพร้อมคำอธิบายสำหรับวัสดุในกลุ่ม ISO P ด้านล่าง
สำหรับเกรดเคลือบผิวปานกลาง เช่น เกรด CVD ที่เป็นตัวเลือกแรกสำหรับวัสดุในกลุ่ม ISO M ขอแนะนำให้ใช้ระบบจ่ายน้ำหล่อเย็นทั้งด้านบนและด้านล่าง อย่างไรก็ตาม หากเกิดการสึกหรอเป็นหลุมด้านบนจากการใช้งาน ให้ลองใช้เฉพาะระบบจ่ายน้ำหล่อเย็นด้านล่าง แล้วจึงเปรียบเทียบอายุการใช้งานเครื่องมือ

คำแนะนำในการใช้ระบบจ่ายน้ำหล่อเย็นสำหรับการกลึงเหล็กกล้า
ใช้ระบบจ่ายน้ำหล่อเย็นด้านล่างเพื่อช่วยยืดอายุการใช้งานเครื่องมือ
ใช้ระบบจ่ายน้ำหล่อเย็นด้านบน (และระบบจ่ายน้ำหล่อเย็นด้านล่าง) เมื่อต้องการให้การควบคุมเศษดียิ่งขึ้น ซึ่งโดยปกติจะจำเป็นเมื่ออยู่ภายในบริเวณระยะกินลึก (ap) และอัตราป้อน (fn) สีน้ำเงิน
สำหรับการทำงานที่อยู่นอกบริเวณสีน้ำเงิน ระบบจ่ายน้ำหล่อเย็นด้านบนอาจส่งผลให้คมตัดมีการสึกหรอเล็กน้อยและทำให้เกิดการสึกหรอเป็นหลุมด้านบนมากขึ้น การตรวจสอบการสึกหรอเป็นหลุมด้านบนอาจทำได้ยาก ซึ่งหมายถึงอายุการใช้งานของเครื่องมือจะสั้นลงและไม่สามารถคำนวณล่วงหน้าได้ ด้วยเหตุนี้จึงขอแนะนำให้ใช้ระบบจ่ายน้ำหล่อเย็นด้านล่าง (หากไม่มีระบบจ่ายน้ำหล่อเย็นด้านล่าง ให้ใช้เครื่องมือที่มีช่องจ่ายน้ำหล่อเย็นแบบทั่วไป)
จุดเด่นของระบบจ่ายน้ำหล่อเย็นด้านบนและด้านล่างในวัสดุประเภทต่างๆ
| วัสดุชิ้นงาน | ชนิดเกรด | ระบบจ่ายน้ำหล่อเย็นด้านบน | ระบบจ่ายน้ำหล่อเย็นด้านล่าง |
|---|---|---|---|
| CVD | |||
| PVD | |||
| CVD | |||
| PVD | |||
| CVD | |||
| เซรามิกไม่มีการเคลือบผิว | |||
| PVD | |||
| PVD(เคลือบเพชร) | |||
| PVD | |||
| เซรามิ |
แรงดันน้ำหล่อเย็น
น้ำหล่อเย็นแรงดันสูงจะใช้พลังงานเพิ่มสูงขึ้น ซึ่งจำเป็นต้องคำนึงถึงต้นทุนและความยั่งยืน อย่างไรก็ตาม แรงดันสูงก็ช่วยให้ประสิทธิภาพการผลิตเพิ่มขึ้นได้หลายรูปแบบเช่นเดียวกัน
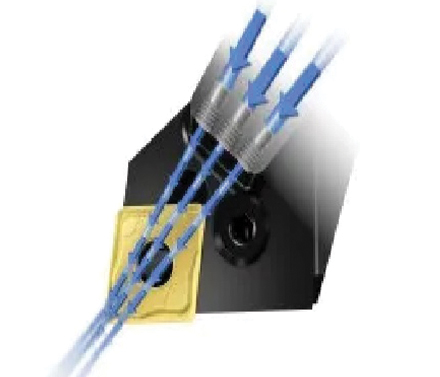
ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงโดยใช้แรงดันสูง
แรงดันสูงในเครื่องจักรและหัวฉีดทำให้ฉีดพ่นน้ำหล่อเย็นด้วยความเร็วสูง และเกิดลิ่มน้ำตามมา การฉีดพ่นน้ำหล่อเย็นส่งผลหลักๆ สามประการดังนี้
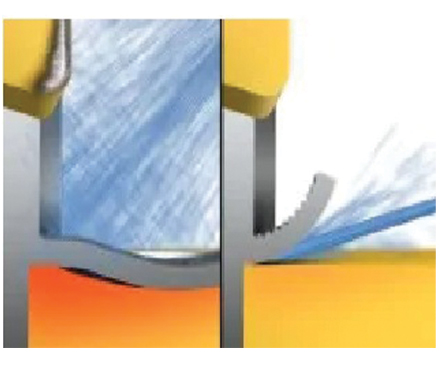
- เพิ่มประสิทธิภาพในการระบายความร้อนของเม็ดมีดในบริเวณที่มีการสัมผัส (A)
- ทำให้เศษหลุดออกจากผิวเม็ดมีดอย่างรวดเร็ว จึงช่วยลดการสึกหรอของเม็ดมีด (B)
- ทำให้เศษมีขนาดเล็กลงและช่วยคายเศษออกจากพื้นที่ตัดเฉือน
เลือกใช้แรงดันที่เหมาะสม
7–10 บาร์ (100–150 psi)
ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงช่วยเพิ่มความสามารถในการควบคุมเศษวัสดุรวมถึงความปลอดภัยในกระบวนการทำงานกับเหล็กกล้าและวัสดุทั่วไปอื่นๆ เนื่องจากมีความเที่ยงตรงสูง จึงสามารถเพิ่มค่าการตัดและรักษาความปลอดภัยในกระบวนการทำงานได้
70–80 บาร์ (1000–1200 psi)
แรงดันที่สูงขึ้นยังช่วยให้เกิดการหักเศษได้ด้วย ทำให้ได้ชิ้นงานที่มีคุณภาพดียิ่งขึ้นเมื่อใช้หน้าลายที่ออกแบบสำหรับระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง
150–200 บาร์ (2200–2900 psi)
สำหรับวัสดุที่ทำการกลึงได้ยาก เช่น สเตนเลสสตีลแบบดูเพล็กซ์และวัสดุ HRSA และจำเป็นต้องใช้แรงดันน้ำหล่อเย็นสูงขึ้น ใช้ตัวจับยึดพร้อมหัวฉีดในระบบจ่ายน้ำหล่อเย็นและหน้าลายสำหรับระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงโดยเฉพาะ